

漲姿勢,【圖文】數控車床簡介及車削工藝實例分析
數控車床是目前使用較為廣泛的數控機床之一。小編幾天圖文并茂的形式給大家介紹數控車床及車削工藝實例。數控車床它主要用于軸類零件或盤類零件的內外圓柱面、任意錐角的內外圓錐面、復雜回轉內外曲面和圓柱、圓錐螺紋等切削加工,并能進行切槽、鉆孔、擴孔、鉸孔及鏜孔等。
數控機床是按照事先編制好的加工程序,自動地對被加工零件進行加工。我們把零件的加工工藝路線、工藝參數、刀具的運動軌跡、位移量、切削參數以及輔助功能,按照數控機床規定的指令代碼及程序格式編寫成加工程序單,再把這程序單中的內容記錄在控制介質上,然后輸入到數控機床的數控裝置中,從而指揮機床加工零件。
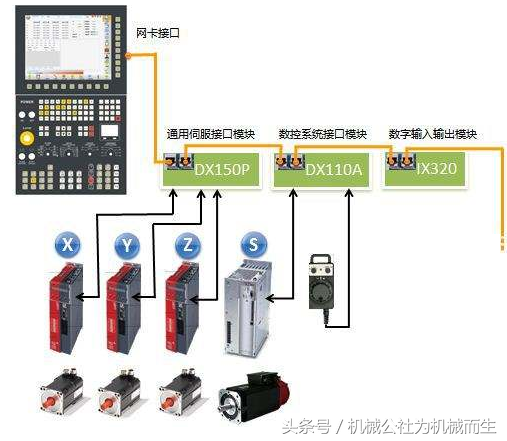
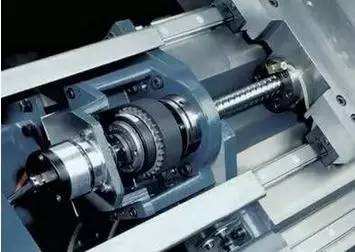
數控車床由數控裝置、床身、主軸箱、刀架進給系統、尾座、液壓系統、冷卻系統、潤滑系統、排屑器等部分組成。

(一)數控車床類型:
數控車床有廣泛的加工藝性能,是一種高精度、高效率的自動化機床。配備多工位刀塔或動力刀塔。可加工直線圓柱、斜線圓柱、圓弧和各種螺紋、槽、蝸桿等復雜工件。數控車床的分類也很多,具體如下:
按車床主軸位置分類
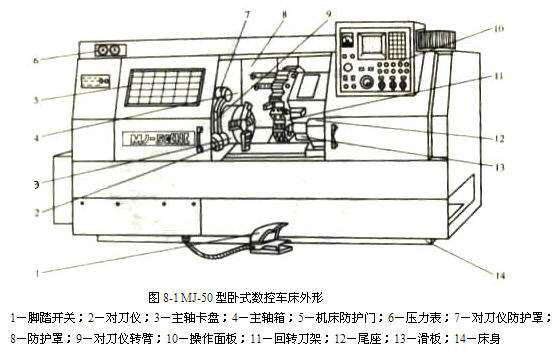
(1)立式數控車床簡稱為數控立車,其車床主軸垂直于水平面,一個直徑很大的圓形工作臺,用來裝夾工件。這類機床主要用于加工徑向尺寸大、軸向尺寸相對較小的大型復雜零件。
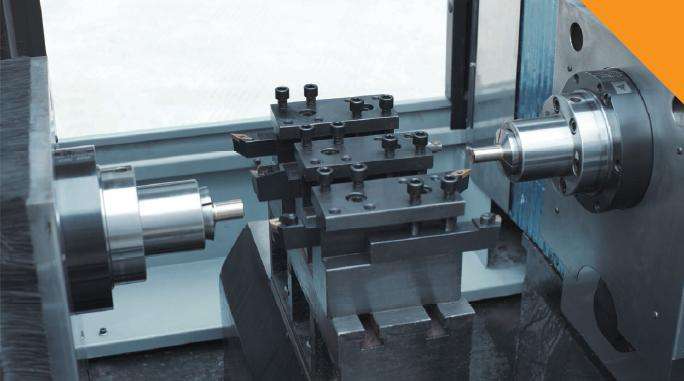
(2)臥式數控車床又分為數控水平導軌臥式車床和數控傾斜導軌臥式車床。其傾斜導軌結構可以使車床具有更大的剛性,并易于排除切屑。
按加工零件的基本類型分類

(1)卡盤式數控車床這類車床沒有尾座,適合車削盤類(含短軸類)零件。夾緊方式多為電動或液動控制,卡盤結構多具有可調卡爪或不淬火卡爪(即軟卡爪)。

(2)頂尖式數控車床這類車床配有普通尾座或數控尾座,適合車削較長的零件及直徑不太大的盤類零件。
按刀架數量分類

(1)單刀架數控車床數控車床一般都配置有各種形式的單刀架,如四工位臥動轉位刀架或多工位轉塔式自動轉位刀架。
(2)雙刀架數控車床這類車床的雙刀架配置平行分布,也可以是相互垂直分布。
按數控系統功能分類
(1)經濟型數控車床
采用步進電動機和單片機對普通車床的進給系統進行改造后形成的簡易型數控車床,成本較低,但自動化程度和功能都比較差,車削加工精度也不高,適用于要求不高的回轉類零件的車削加工。
(2)普通數控車床根據車削加工要求在結構上進行專門設計并配備通用數控系統而形成的數控車床,數控系統功能強,自動化程度和加工精度也比較高,適用于一般回轉類零件的車削加工。這種數控車床可同時控制兩個坐標軸,即X軸和Z軸。
(3)車削加工中心
在普通數控車床的基礎上,增加了C軸和動力頭,更高級的數控車床帶有刀庫,可控制X、Z和C三個坐標軸,聯動控制軸可以是(X、Z)、(X、C)或(Z、C)。由于增加了C軸和銑削動力頭,這種數控車床的加工功能大大增強,除可以進行一般車削外可以進行徑向和軸向銑削、曲面銑削、中心線不在零件回轉中心的孔和徑向孔的鉆削等加工,
其它分類方法
按數控系統的不同控制方式等指標,數控車床可以分很多種類,如直線控制數控車床,兩主軸控制數控車床等;按特殊或專門工藝性能可分為螺紋數控車床、活塞數控車床、曲軸數控車床等多種。
(二)數控車床加工對象
1. 精度要求高的零
由于數控車床的剛性好,制造和對刀精度高,以及能方便和精確地進行人工補償甚至自動補償,所以它能夠加工尺寸精度要求高的零件。在有些場合可以以車代磨。此外,由于數控車削時刀具運動是通過高精度插補運算和伺服驅動來實現的,再加上機床的剛性好和制造精度高,所以它能加工對母線直線度、圓度、圓柱度要求高的零件。
2. 表面粗糙度好的回轉體零件
數控車床能加工出表面粗糙度小的零件,不但是由于機床的剛性好和制造精度高,還由于它具有恒線速度切削功能。在材質、精車留量和刀具已定的情況下,表面粗糙度取決于進給速度和切削速度。使用數控車床的恒線速度切削功能,就可選用最佳線速度來切削端面,這樣切出的粗糙度既小又一致。數控車床還適合于車削各部位表面粗糙度要求不同的零件。粗糙度小的部位可以用減小進給速度的方法來達到,而這在傳統車床上是做不到的。
3. 輪廓外形復雜的零件
數控車床具有圓弧插補功能,所以可直接使用圓弧指令來加工圓弧輪廓。數控車床也可加工由任意平面曲線所組成的輪廓回轉零件,既能加工可用方程描述的曲線,也能加工列表曲線。假如說車削圓柱零件和圓錐零件既可選用傳統車床也可選用數控車床,那么車削復雜轉體零件就只能使用數控車床。
4. 帶一些特殊類型螺紋的零件
傳統車床所能切削的螺紋相當有限,它只能加工等節距的直、錐面公、英制螺紋,而且一臺車床只限定加工若干種節距。數控車床不但能加工任何等節距直、錐面,公、英制和端面螺紋,而且能加工增節距、減節距,以及要求等節距、變節距之間平滑過渡的螺紋。數控車床加工螺紋時主軸轉向不必像傳統車床那樣交替變換,它可以一刀又一刀不停頓地循環,直至完成,所以它車削螺紋的效率很高。數控車床還配有精密螺紋切削功能,再加上一般采用硬質合金成型刀片,以及可以使用較高的轉速,所以車削出來的螺紋精度高、表面粗糙度小。可以說,包括絲杠在內的螺紋零件很適合于在數控車床上加工。
5. 超精密、超低表面粗糙度的零件
磁盤、錄象機磁頭、激光打印機的多面反射體、復印機的回轉鼓、照相機等光學設備的透鏡及其模具,以及隱形眼鏡等要求超高的輪廓精度和超低的表面粗糙度值,它們適合于在高精度、高功能的數控車床上加工。以往很難加工的塑料散光用的透鏡,現在也可以用數控車床來加工。超精加工的輪廓精度可達到 0.1μm,表面粗糙度司達0.02μm。超精車削零件的材質以前主要是金屬,現已擴大到塑料和陶瓷。
(三) 數控車床的工藝裝備
1. 數控車床的卡盤
液壓卡盤是數控車削加工時夾緊工件的重要附件,對一般回轉類零件可采用普通液壓卡盤;對零件被夾持部位不是圓柱形的零件,則需要采用專用卡盤;用棒料直接加工零件時需要采用彈簧卡盤。

彈簧夾頭卡盤
2. 數控車床的尾座
對軸向尺寸和徑向尺寸的比值較大的零件,需要采用安裝在液壓尾架上的活頂尖對零件尾端進行支撐,才能保證對零件進行正確的加工。尾架有普通液壓尾架和可編程液壓尾座。
可編程控制液壓尾座
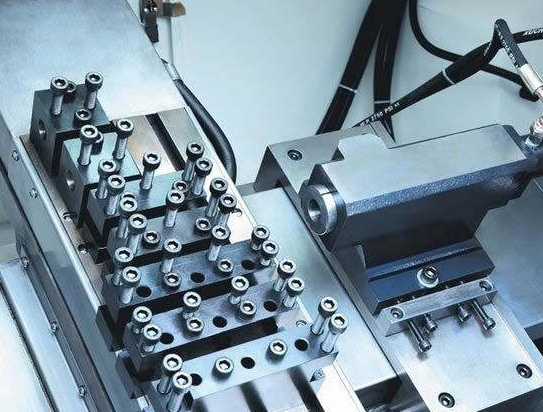
3. 數控車床的刀架
刀架是數控車床非常重要的部件。數控車床根據其功能,刀架上可安裝的刀具數目—般為8把、10把、12把或16把,有些數控車床可以安裝更多的刀具。
刀架的結構形式一般為回轉式,刀具沿圓周方向安裝在刀架上,可以安裝徑向車刀、軸向車刀、鉆頭、鏜刀。車削加工中心還可安裝軸向銑刀、徑向銑刀。少數數控車床的刀架為直排式,刀具沿一條直線安裝。

數控車床的刀架
數控車床可以配備兩種刀架:
1) 專用刀架
由車床生產廠商自己開發,所使用的刀柄也是專用的。這種刀架的優點是制造本錢低,但缺乏通用性。
2) 通用刀架
根據一定的通用標準而生產的刀架,數控車床生產廠商可以根據數控車床的功能要求進行選擇配置。
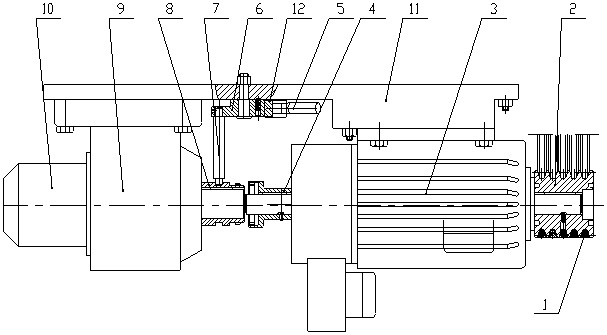
4. 數控車床的銑削動力頭
數控車床刀架上安裝銑削動力頭可以大大擴展數控車床的加工能力。
(四)數控車削加工工藝:
數控機床產生
20世紀40年代,隨著科學技術和社會生產的發展,機械產品的形狀和結構不斷改進,對零件的加工質量要求越來越高,零件的形狀越來越復雜,傳統的機械加工方法已無法達到零件加工的要求,迫切需要新的加工方法。
(1)分析被加工零件的圖紙,明確工序加工內容及技術要求。
(2)工序及裝夾方式的確定
(3)進給路線的確定
(4)刀具的選擇
(五)切削用量的選擇
典型軸類零件如圖5-27所示,零件材料為45鋼,無熱處理和硬度要求,試對該零件進行數控車削工藝分析。
(1)零件圖工藝分析
該零件表面由圓柱、圓錐、順圓弧、逆圓弧及螺紋等表面組成。其中多個直徑尺寸有較嚴的尺寸精度和表面粗糙度等要求;球面Sφ50㎜的尺寸公差還兼有控制該球面形狀(線輪廓)誤差的作用。尺寸標注完整,輪廓描述清楚。零件材料為45鋼,無熱處理和硬度要求。
通過上述分析,可采用以下幾點工藝措施。
①對圖樣上給定的幾個精度要求較高的尺寸,因其公差數值較小,故編程時不必取平均值,而全部取其基本尺寸即可。
②在輪廓曲線上,有三處為圓弧,其中兩處為既過象限又改變進給方向的輪廓曲線,因此在加工時應進行機械間隙補償,以保證輪廓曲線的準確性。
③為便于裝夾,坯件左端應預先車出夾持部分(雙點畫線部分),右端面也應先粗車出并鉆好中心孔。毛坯選φ60㎜棒料。
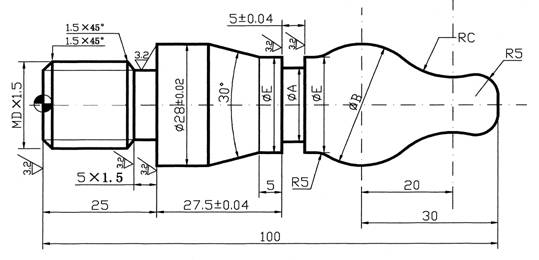
圖5-27 典型軸類零件
(2)選擇設備
根據被加工零件的外形和材料等條件,選用TND360數控車床。
(3)確定零件的定位基準和裝夾方式
①定位基準 確定坯料軸線和左端大端面(設計基準)為定位基準。
②裝夾方法 左端采用三爪自定心卡盤定心夾緊,右端采用活動頂尖支承的裝夾方式。
(4)確定加工順序及進給路線
加工順序按由粗到精、由近到遠(由右到左)的原則確定。即先從右到左進行粗車(留0.25㎜精車余量),然后從右到左進行精車,最后車削螺紋。TND360數控車床具有粗車循環和車螺紋循環功能,只要正確使用編程指令,機床數控系統就會自動確定其進給路線,因此,該零件的粗車循環和車螺紋循環不需要人為確定其進給路線(但精車的進給路線需要人為確定)。該零件從右到左沿零件表面輪廓精車進給,如圖5-28所示。

圖5-28 精車輪廓進給路線
(5)刀具選擇
①選用φ5㎜中心鉆鉆削中心孔。
②粗車及平端面選用900硬質合金右偏刀,為防止副后刀面與工件輪廓干涉(可用作圖法檢驗),副偏角不宜太小,選k=35 0。
③精車選用900硬質合金右偏刀,車螺紋選用硬質合金600外螺紋車刀,刀尖圓弧半徑應小于輪廓最小圓角半徑,取rε=0.15~0.2㎜。 將所選定的刀具參數填入數控加工刀具卡片中(見表5-7),以便編程和操作管理。
表5-7 數控加工刀具卡片
產品名稱或代號 ××× 零件名稱 典型軸 零件圖號 ×××
序號 刀具號 刀具規格名稱 數量 加工表面 備注
1 T01 φ5中心鉆 1 鉆φ5 mm中心孔
2 T02 硬質合金900外圓車刀 1 車端面及粗車輪廓右偏刀
2 T03 硬質合金900外圓車刀 1 精車輪廓 右偏刀
3 T04 硬質合金600外螺紋車刀 1 車螺紋
編制 ××× 審核 ××× 批準 ××× 共 頁 第 頁
(6)切削用量選擇
①背吃刀量的選擇 輪廓粗車循環時選ap=3 ㎜,精車ap=0.25㎜;螺紋粗車時選ap= 0.4 ㎜,逐刀減少,精車ap=0.1㎜。
②主軸轉速的選擇 車直線和圓弧時,查表5-6選粗車切削速度vc=90m/min、精車切削速度vc=120m/min,然后利用公式vc=πdn/1000計算主軸轉速n(粗車直徑D=60 ㎜,精車工件直徑取平均值):粗車500r/min、精車1200 r/min。車螺紋時,參照式(5-1)計算主軸轉速n =320 r/min.
③進給速度的選擇 查表2-4、表2-5選擇粗車、精車每轉進給量,再根據加工的實際情況確定粗車每轉進給量為0.4㎜/r,精車每轉進給量為0.15㎜/r,最后根據公式vf = nf計算粗車、精車進給速度分別為200 ㎜ /min和180 ㎜/min。
綜合前面分析的各項內容,并將其填入表5-8所示的數控加工工藝卡片。此表是編制加工程序的主要依據和操作人員配合數控程序進行數控加工的指導性文件。主要內容包括:工步順序、工步內容、各工步所用的刀具及切削用量等。
表5-8 典型軸類零件數控加工工藝卡片
|
單位名稱 |
××× |
產品名稱或代號 |
零件名稱 |
零件圖號 |
||||||||
|
××× |
典型軸 |
××× |
||||||||||
|
工序號 |
程序編號 |
夾具名稱 |
使用設備 |
車間 |
||||||||
|
001 |
××× |
三爪卡盤和活動頂尖 |
TND360數控車床 |
數控中心 |
||||||||
|
工步號 |
工步內容 |
刀具號 |
刀具規格 / mm |
主軸轉速 /r.min-1 |
進給速度 /mm. min-1 |
背吃刀量 / mm |
備注 |
|||||
|
1 |
平端面 |
T02 |
25×25 |
500 |
|
|
手動 |
|||||
|
2 |
鉆中心孔 |
T01 |
φ5 |
950 |
|
|
手動 |
|||||
|
3 |
粗車輪廓 |
T02 |
25×25 |
500 |
200 |
3 |
自動 |
|||||
|
4 |
精車輪廓 |
T03 |
25×25 |
1200 |
180 |
0.25 |
自動 |
|||||
|
5 |
粗車螺紋 |
T04 |
25×25 |
320 |
960 |
0.4 |
自動 |
|||||
|
6 |
精車螺紋 |
T04 |
25×25 |
320 |
960 |
0.1 |
自動 |
|||||
|
編制 |
××× |
審核 |
××× |
批準 |
××× |
年 月 日 |
共 頁 |
第 頁 |
||||
以上就是100唯爾(100vr.com)小編為您介紹的關于數控機床的知識技巧了,學習以上的漲姿勢,【圖文】數控車床簡介及車削工藝實例分析知識,對于數控機床的幫助都是非常大的,這也是新手學習數控專業所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問數控機床課程推薦

















數控專業技術文檔


推薦閱讀